




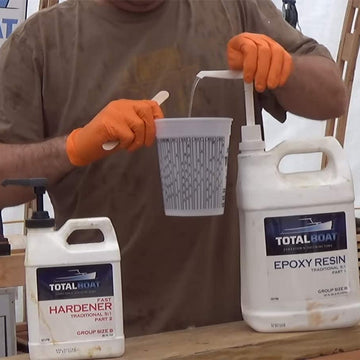

























When we got the call from the Acorn to Arabella boatbuilders about their Resorcinol problems, we wanted to help out. We’ve been supporting the boatbuilding duo since they started by offering supplies and support, so we were, of course, happy to oblige them by shipping them a variety of epoxies to test out. We know how valuable boatbuilders find our Thixo to be, so we added some of the pre-mixed thickened epoxy tubes to a sampling of traditional epoxies and shipped them off. We were thrilled to learn that their thorough testing pointed to Thixo as the top-performing epoxy for their job.
Their testing led to them switch to using epoxy for the graving pieces, but they are sticking with a fresh batch of Resorcinol for the scarf joints on the planks that they will be bending and twisting into place. Obviously this is not a job they have the luxury of redoing – or not easily – so they are taking the time to do the job right this first time – even if it means taking a step back and rethinking the process.



